वेगवेगळ्या वेल्डिंग ऑब्जेक्ट्ससाठी वेगवेगळ्या वेल्डिंग हॉर्नची आवश्यकता असते, फील्ड वेल्डिंग किंवा ट्रान्समिशन वेल्डिंग जवळ काहीही असो, फक्त अर्ध्या वेव्ह लेंथ अल्ट्रासोनिक हॉर्न वेल्डिंग एंड फेसचे जास्तीत जास्त मोठेपणा प्राप्त करू शकतात.प्रचंड कंपनसंख्या असलेल्या (ध्वनिलहरी) शिंगे, मोठेपणासह आणि त्याशिवाय उपलब्ध.प्रचंड कंपनसंख्या असलेल्या (ध्वनिलहरी) प्लास्टिक वेल्डिंग मशीन अल्ट्रासोनिक तत्त्वे वापरून प्रचंड कंपनसंख्या असलेल्या (ध्वनिलहरी) शिंगे बनवतात.
प्रचंड कंपनसंख्या असलेल्या (ध्वनिलहरी) मोल्डची रचना त्याच्या दिसण्याइतकी सोपी नसते, अयोग्यरित्या प्रक्रिया केलेले किंवा अनट्यून केलेले वेल्डिंग हॉर्न वापरताना, यामुळे तुमच्या उत्पादनाचे महागडे नुकसान होईल – यामुळे वेल्डिंगचा प्रभाव नष्ट होईल, किंवा त्याहूनही गंभीर म्हणजे ट्रान्सड्यूसरचे थेट नुकसान होईल. किंवा जनरेटर.प्रचंड कंपनसंख्या असलेल्या (ध्वनिलहरी) मोल्ड डिझाइनसाठी बरेच विशेष ज्ञान आणि कौशल्ये आवश्यक आहेत - वेल्डिंग हॉर्न आर्थिकदृष्ट्या कार्य करू शकेल याची खात्री कशी करावी?वेल्डिंग मोल्ड ट्रान्सड्यूसरद्वारे वर्कपीसमध्ये रूपांतरित यांत्रिक कंपन प्रभावीपणे हस्तांतरित करू शकते याची खात्री कशी करावी, आमच्या अभियंत्यांनी प्रत्येक दुव्याचा पूर्णपणे विचार केला आहे.
प्रचंड कंपनसंख्या असलेल्या (ध्वनिलहरी) प्लास्टिक वेल्डिंग उपकरणांमध्ये वेल्डिंग हॉर्न हा एक अतिशय महत्त्वाचा भाग आहे आणि त्याची रचना थेट वेल्डिंग गुणवत्तेशी संबंधित आहे.स्ट्रिप वेल्डिंग जॉइंट वाजवी स्लॉटिंगद्वारे अनेक समान घटकांमध्ये विभागले गेले आहे आणि प्रत्येक घटकाला कंपाऊंड स्टेप्ड हॉर्न मानले जाऊ शकते.वेल्डिंग संयुक्त घटकाचे वारंवारता समीकरण हस्तांतरण मॅट्रिक्स पद्धतीद्वारे प्राप्त केले जाते, जे स्ट्रिप स्लॉटिंग संयुक्तच्या डिझाइनसाठी सैद्धांतिक आधार प्रदान करते.

प्रायोगिक परिणाम दर्शवितात की मोजलेली वारंवारता आणि डिझाइन केलेली वारंवारता या समीकरणाद्वारे डिझाइन केलेल्या स्ट्रिप वेल्डिंग संयुक्तसाठी चांगली आहे.या डिझाइन पद्धतीमध्ये स्पष्ट भौतिक महत्त्व आहे, साधी गणना आहे आणि अभियांत्रिकी डिझाइनसाठी अतिशय योग्य आहे.याव्यतिरिक्त, वेल्डिंग हेडच्या आकारावर स्लॉट क्रमांक, स्लॉट रुंदी आणि स्लॉट लांबीचा प्रभाव या पद्धतीचा वापर करून सोयीस्करपणे मोजला जाऊ शकतो, जो वेल्डिंग हॉर्नच्या ऑप्टिमायझेशन डिझाइनसाठी सैद्धांतिक आधार देखील प्रदान करतो.
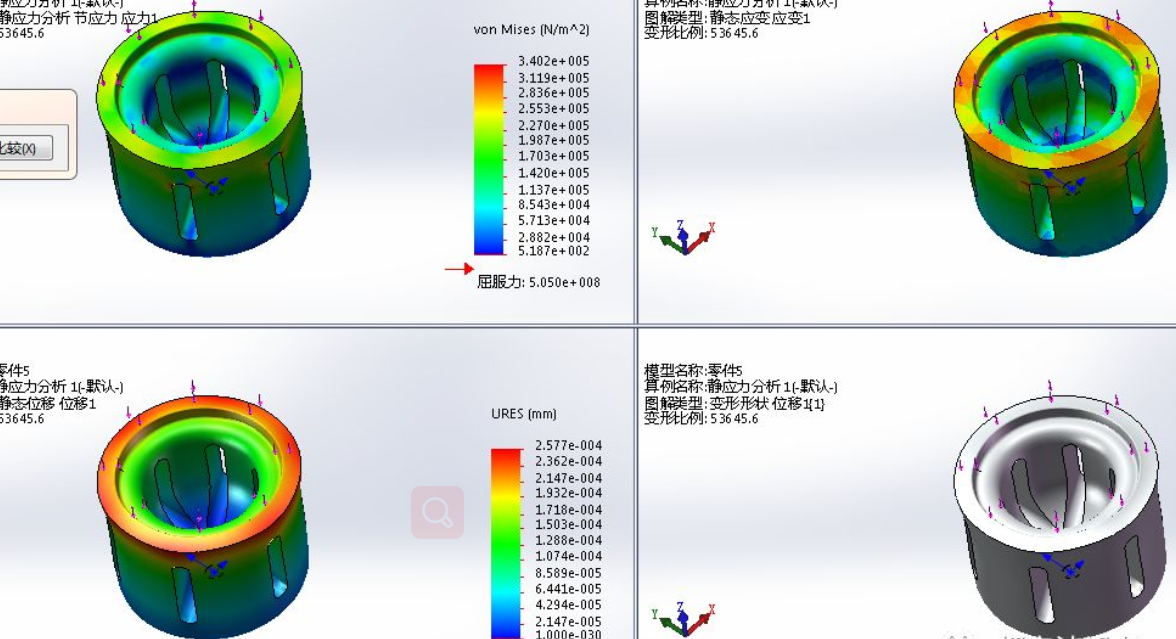
प्रचंड कंपनसंख्या असलेल्या (ध्वनिलहरी) प्लॅस्टिक वेल्डिंग उपकरणे सामान्यत: प्रचंड कंपनसंख्या असलेल्या (ध्वनिलहरी) वीज पुरवठा, प्रचंड कंपनसंख्या असलेल्या (ध्वनिलहरी) कंपन प्रणाली आणि दाब यंत्रणा बनलेली असतात आणि अल्ट्रासोनिक कंपन प्रणाली अल्ट्रासोनिक ट्रान्सड्यूसर, बूस्टर आणि वेल्डिंग हॉर्नची बनलेली असते.प्रचंड कंपनसंख्या असलेल्या (ध्वनिलहरी) ट्रान्सड्यूसर आणि हॉर्न सामान्यत: एका विशिष्ट वारंवारतेवर प्रतिध्वनित करण्यासाठी डिझाइन केलेले असतात, आणि वेल्डिंगचे वेगवेगळे भाग बदलण्याची आवश्यकता नसते आणि वेल्डिंग हॉर्नला वेल्डिंग भागांच्या आकारानुसार विशेषतः डिझाइन करणे आवश्यक असते.त्याच्या डिझाइनचे चांगले किंवा वाईट हे थेट वेल्डिंगच्या गुणवत्तेशी संबंधित आहे, म्हणून वेल्डिंग उपकरणांमध्ये हा एक अतिशय महत्त्वाचा भाग आहे.
मोठ्या वेल्डिंग भागांसाठी, त्यांना मोठ्या आकाराच्या वेल्डिंग हॉर्नची आवश्यकता असते आणि त्याचा आकार कधीकधी एक रेखांशाच्या तरंगलांबीच्या जवळ किंवा त्याहून अधिक असतो, तर वेल्डिंग हॉर्न गंभीर ट्रान्सव्हर्स कंपन निर्माण करेल, परिणामी त्याच्या रेडिएशन पृष्ठभागाचे असमान विस्थापन वितरण होईल.समाधानकारक मोठेपणा वितरण प्राप्त करण्यासाठी, स्लॉटिंग, स्लिट ओपनिंग, अतिरिक्त इलास्टोमर आणि दुय्यम डिझाइन जोडणे यासारख्या काही पद्धती पुढे ठेवल्या आहेत.
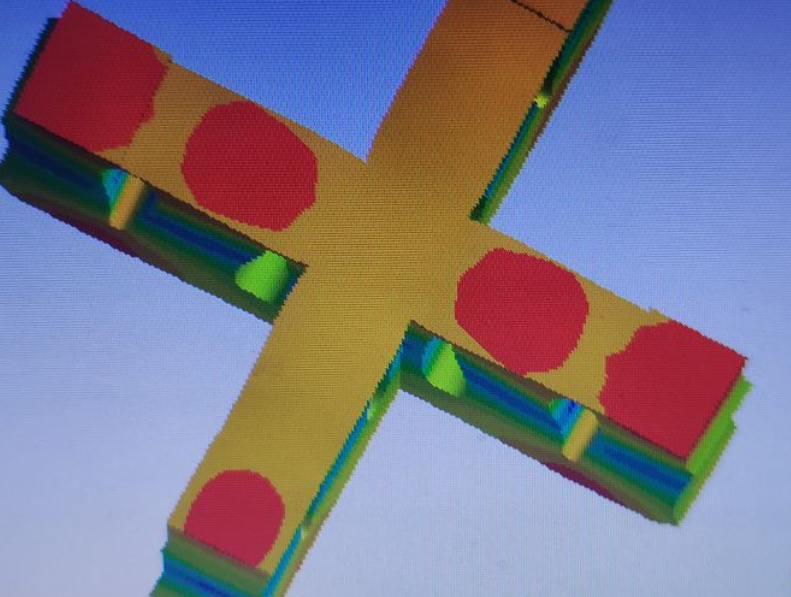
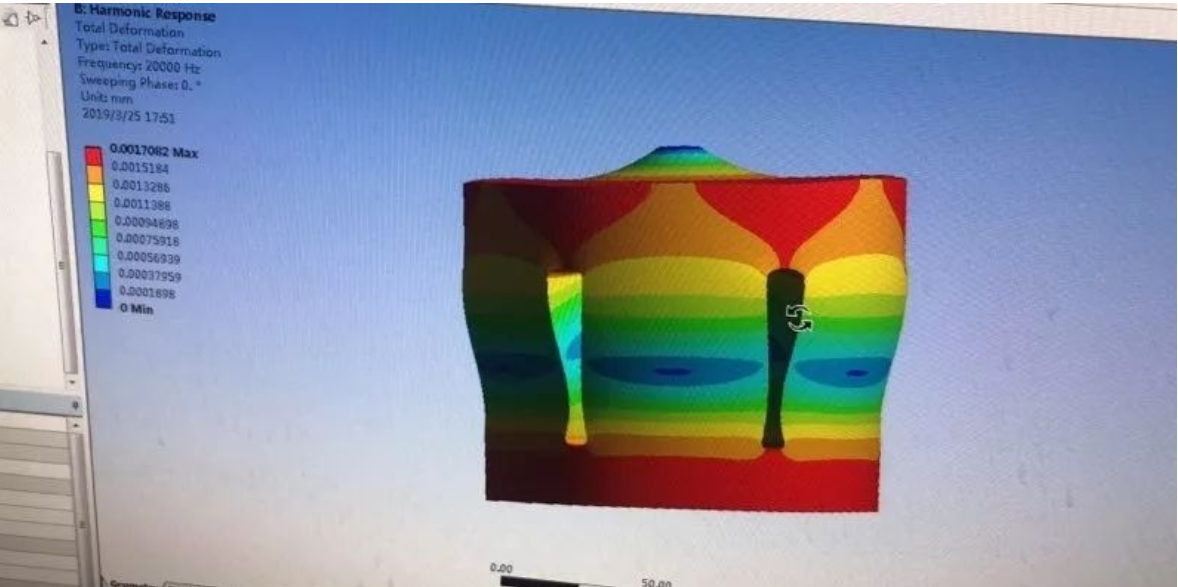
कंपन नियंत्रित केले जाते, ज्यामध्ये वेल्डिंग जोडांच्या ट्रान्सव्हर्स कंपनाचे अनुकरण करण्यासाठी स्लॉटिंग ही सर्वात सामान्यतः वापरली जाणारी पद्धत आहे.आकाराच्या जटिलतेमुळे, स्लॉटेड वेल्डिंग जोड्यांसाठी कठोर विश्लेषणात्मक समाधान मिळविणे कठीण आहे, म्हणून या समस्यांचे विश्लेषण करण्यासाठी Ansys पद्धत सारख्या संख्यात्मक गणना पद्धती अधिक वेळा वापरल्या जातात.मागील अभ्यासानुसार, वेल्डिंग जोडांच्या नंतरच्या ऑप्टिमायझेशन डिझाइनसाठी संख्यात्मक पद्धत अधिक योग्य आहे आणि प्रारंभिक डिझाइन स्टेजवर वेल्डिंग जोडांच्या आकाराचा आणि वारंवारतेचा अंदाज लावण्याचा कोणताही फायदा नाही.चांगल्या ऑप्टिमायझेशन परिणामांची खात्री करण्यासाठी, डिझाइनच्या आवश्यकता पूर्ण करू शकतील अशा संरचनेच्या आकाराचा अंदाज लावणे फार महत्वाचे आहे, म्हणून ग्रूव्हिंग कॉन्फिगरेशनसह मोठ्या आकाराच्या वेल्डिंग जोडांच्या डिझाइन सिद्धांताचा अभ्यास करणे व्यावहारिक महत्त्व आहे.

स्प्लिट ग्रूव्ह स्ट्रीप वेल्डिंग हेड कंपन विश्लेषणानंतर, वेल्डिंग हेड एंड युनिट बॉडी आणि मिडल युनिट सेलमध्ये विभागले जाऊ शकते, उघड लवचिकता पद्धत आणि समतुल्य ट्रान्समिशन लाइन्सची पद्धत वापरून, चार वेगवेगळ्या युनिट्सची लांबी अनुक्रमे दिली जाते आणि वारंवारता समीकरणाच्या उच्च डिग्रीची दिशा, वारंवारता समीकरण लांब बार वेल्डिंग हेड डिझाइन करण्यासाठी वापरले जाऊ शकते, परंतु डिझाइन प्रक्रिया क्लिष्ट आहे, काही पॅरामीटर्सची निवड अनुभवावर अवलंबून असते आणि अभियांत्रिकी अनुप्रयोगासाठी सोयीस्कर नसते.या पेपरमध्ये, स्ट्रिप वेल्डिंग जॉइंट वाजवी स्लॉटिंगद्वारे अनेक समान घटकांमध्ये विभागले गेले आहे आणि वेल्डिंग संयुक्त घटकाचे वारंवारता समीकरण ट्रान्सफर मॅट्रिक्स पद्धतीद्वारे प्राप्त केले जाते, जे स्ट्रिप वेल्डिंग संयुक्तच्या डिझाइनसाठी सैद्धांतिक आधार प्रदान करते.डिझाइनमध्ये साधी सैद्धांतिक गणना आणि स्पष्ट भौतिक महत्त्व आहे, जे स्ट्रिप वेल्डिंग जॉइंटच्या अभियांत्रिकी डिझाइनसाठी एक सोपी आणि व्यवहार्य पद्धत प्रदान करते.
पोस्ट वेळ: मार्च-16-2022